




首先我们需要将玻璃加料机按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。对于玻璃加料机的熔制过程,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。这是一个很复杂的物理、化学反应过程。玻璃的熔制在熔窑内进行。熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。





由此可以得知玻璃加料机的成形过程,是将熔制好的玻璃液转变成具有固定形状的固体制品。成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,悬挂式玻璃加料机,再转变成脆性固态。
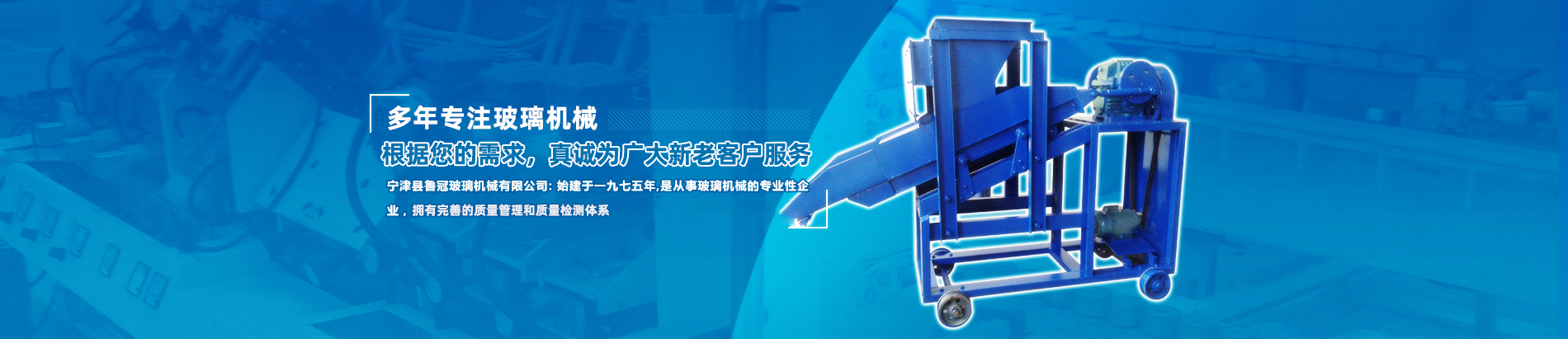
我公司是一家专业的玻璃加料机的生产厂家,拥有多年的玻璃加料机生产经验,大型斜毯式玻璃加料机,为了使大家能够更好的了解玻璃加料机,下面就为大家介绍一下玻璃加料机的优势,下面就跟着小编一起来看一下吧! 坚韧耐用:全自动玻璃加料机整体机构平稳坚固,小车及传送带耐热性能好,螺旋式加料机供应,能够长时间在高温环境下作业。 安全可靠:在伺服电机驱动下,各个传动机构运动快速、准确、到位,使每台电机都发挥功效。独立安全监视系统及时校准偏差,保障安全加料,预防加料机器人在炉膛内发生碰壁事故。 全自动玻璃加料机控制灵活:整个加料路径可预定义,并可根据生产液面下降的情况实时改变加料速率。兼备自动与手动模式,以应对突发事故。 关于玻璃加料机的相关注意事项就为您介绍到这了,希望以上知识能够对您有所帮助,如果您有关于玻璃加料机方面的需要欢迎随时联系我们,专业的玻璃加料机生产厂家为您提供优质服务。

玻璃加料机过程中的剪刀应该遵循的原则:
剪刀选定后,经研磨剪刀片,在剪刀校验台上校正。校正时遵循下列原则:
一、两剪刀间隙在0.01~0.03mm,前后高度一致,允许前面高不大于0.10mm,玻璃加料机,前面低不大于0.05mm。二、剪刀刃口与固定孔必须处于同一中心线,允许偏差不大于0.20mm。 剪刀的更换周期定为15~20天,视磨损程度缩短或延长更换时间。 冲头凸轮决定了料滴形状的各个纵向部分,又因成型机速的不同有着不同的种类及曲线,从4剪/分到更高的机速有31种不同的凸轮适应不同的机速范围(参见表一)。随着滴料式供料机的伺服化,有更多的冲头凸轮曲线可任意设计或选择,极大地满足了料滴制作的需要。分析各种冲头凸轮曲线不难看出,机速越低,其冲头处于急速上升阶段的角度范围就越大,冲头处于平缓上升阶段的角度范围就越小甚至几乎消失,冲头处于急速下降阶段的角度范围就越小;机速越高的情况下则出现相反的趋势。



 在线客服
在线客服 13953467877
13953467877 4315248@qq.com
4315248@qq.com


